
「彫刻刀って、どうやって作っているの?」
という質問をいただきましたので、彫刻刀の作り方を詳しく解説していきます。
まずは、彫刻刀の作り方の大まかな流れを確認してみましょう。
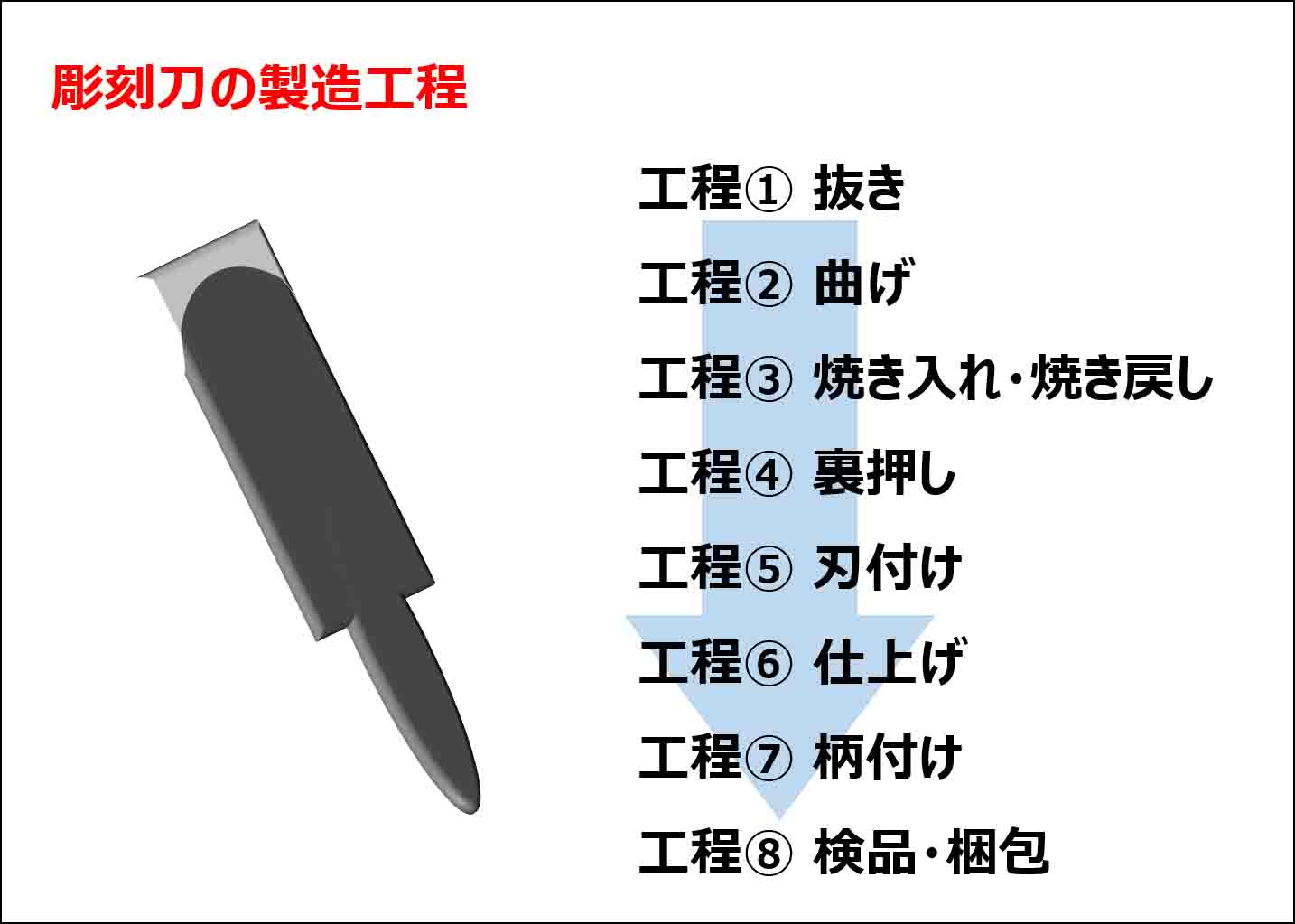
(図:彫刻刀の製造工程)
彫刻刀の製造工程は、大きく分けて7つあります。
今回は、工程③の「焼き入れ・焼き戻し」について、説明します。
「焼き入れ・焼き戻し」は彫刻刀の刃に熱を加えて、じょうぶにするという役割があります。
もくじ
焼き入れを行う前の鋼(はがね)の特徴

(写真:義春刃物の彫刻刀の材料は鋼)
義春刃物で製造している彫刻刀の材料は、鋼(はがね)を使っています。
材料となる鋼の板は、男性が力を加えると簡単にたわむほどです。
しかし鋼には、熱を加えると硬くなる性質があります。
熱を加えて硬度を高めることにより、頑丈な素材に生まれ変わるのです。
「焼き入れ・焼き戻し」とは
(図:焼き入れ・焼き戻しの説明)
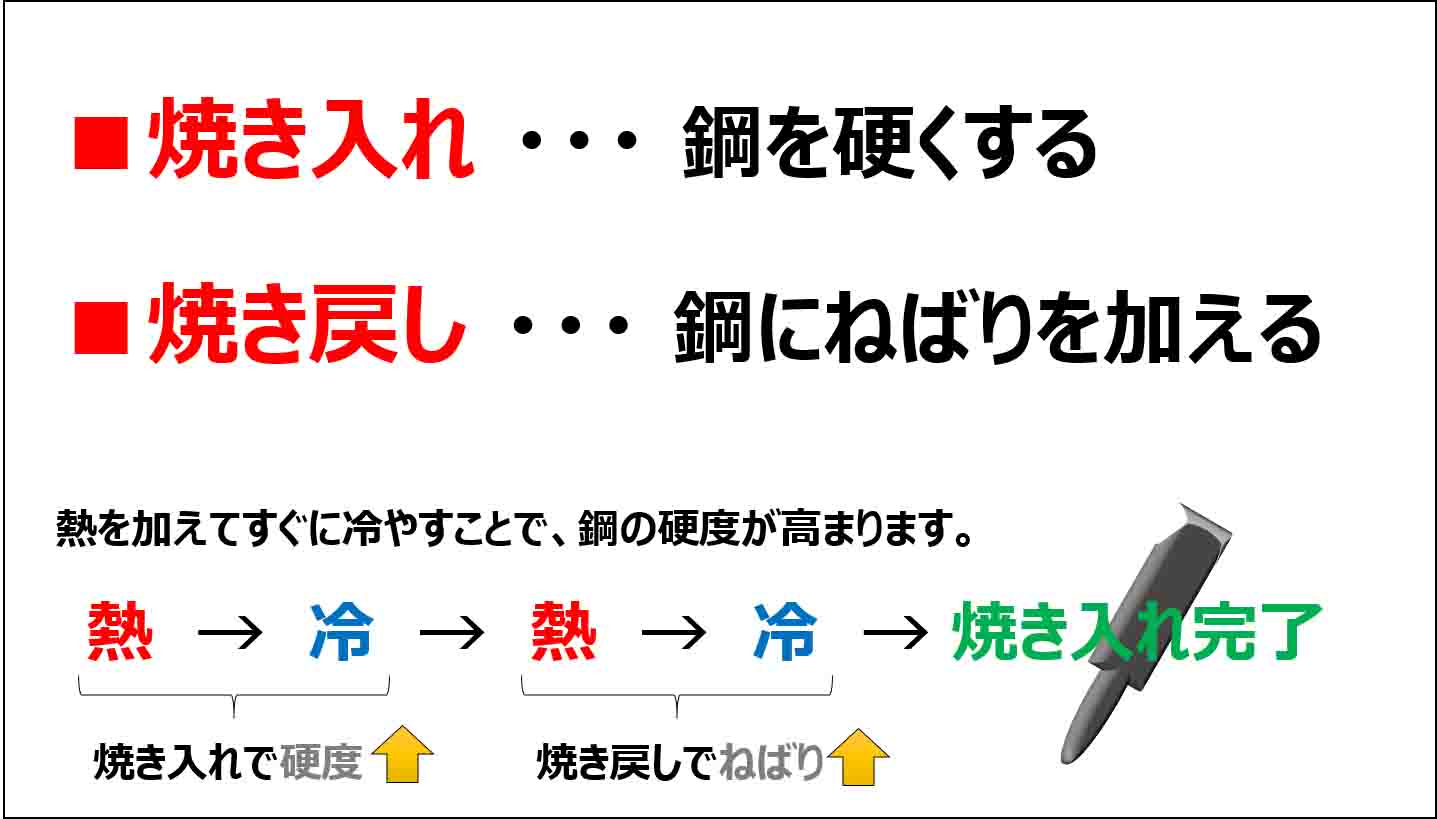
簡単に説明します。
「焼き入れ」とは、熱処理をして鋼を硬くすること。
800度以上もの高温で鋼を熱したのち、すばやく冷やすことで鋼は硬くなります。
しかしこの時の鋼はまだ、「硬いがもろい」状態。
そこで「焼戻し」という熱処理が必要になるのです。
「焼き戻し」とは、焼入れ後の硬くなった鋼に、ねばりを加えること。
500度くらいの温度で熱処理を行い、また冷やす。
そうすることで、「硬くてねばりのある鋼」になるのです。
焼き入れの原理(専門的な説明)
より詳しい「焼き入れ」の原理を少し専門的に説明します。
焼き入れは、「高温状態で炭素を取り込んだ結晶を急速冷却することで、格子の中に炭素が含まれたイビツな構造になり、変形しにくく硬い構造になる」こと。
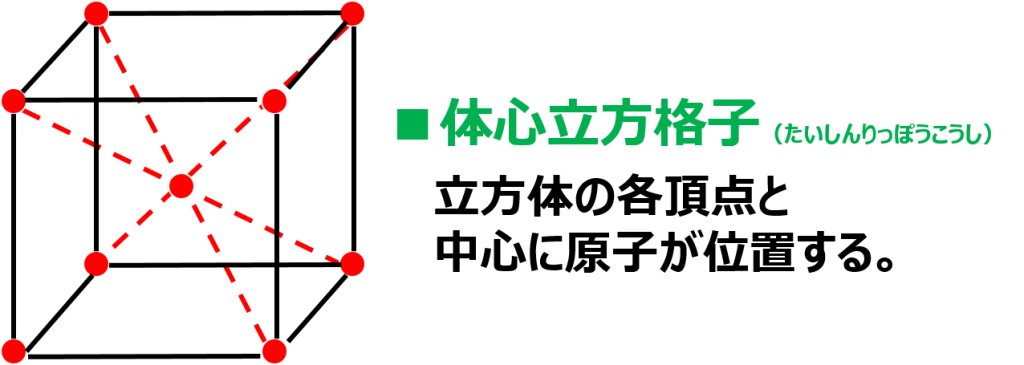
常温の鉄は「体心立方格子」という形を取っています。
(体心立方格子とは結晶構造の一種で、立方体の各頂点と中心に原子が位置するもののこと)
加熱されて912℃を超えた時点で、鉄は「面心立方格子」という形になり、そこに炭素が溶け込みます。
(面心立方格子とは結晶構造の一種で、立方体の各頂点と面の中心に原子が位置するもののこと)

焼き入れ後、急速に冷却することで鉄は「体心立方格子」構造に戻ろうとします。
しかし、すでに炭素が取り込まれているため。イビツな構造になり、硬くなります。
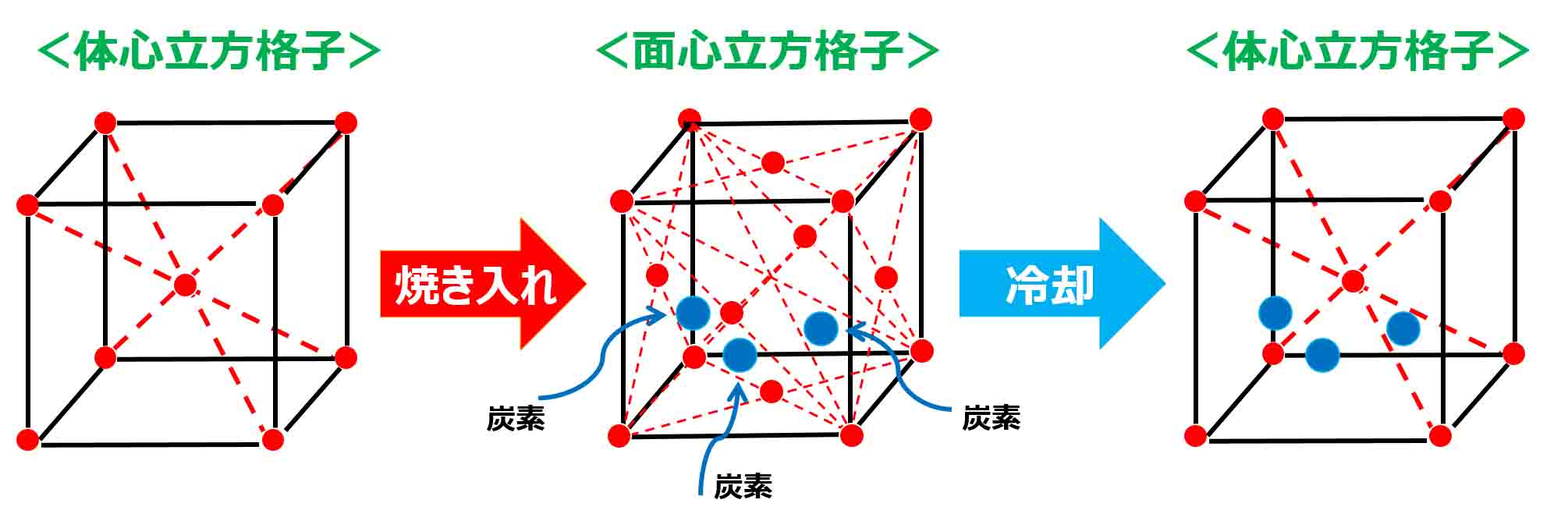
(図:鉄における「焼き入れ・急速冷却」の原子構造の変化。※あくまでイメージ図としてとらえてください。実際、炭素が取り込まれる量は微量となります。)
この状態は硬いが脆いという欠点があるため、500℃程度の低温で再加熱し(焼き戻し)、一部の炭素を飛ばして材料に粘りを持たせます。
こうして、格子の中に微量の炭素が取り込まれることで硬く、粘りのある材料になります。
硬く、ねばりのある刃
義春刃物では、「焼き入れ・焼き戻し」は委託先の熱処理加工業者さんにお願いしています。
そこで焼き入れをして、硬さとねばりをつけます。
こうして、彫刻刀の刃に耐久力をつけることができるのです。

(写真:焼き入れは品質を高めるために必須)
焼き入れ後は、いよいよ刃を付けて、切れ味を宿します。
耐久力のある刃に、抜群の切れ味が加われば、まさに鬼に金棒。
最高の品質の彫刻刀にするために、職人の腕の見せ所です。
まとめ
彫刻刀の刃に耐久力をつけるために、「焼き入れ・焼き戻し」を行います。
「焼き入れ」とは、熱処理をして硬度を持たせること。
「焼き戻し」とは、ねばりを加えること。
硬さとねばりをもった彫刻刀の刃は耐久性があります。
逆に、耐久性がないと、ふとした衝撃で刃がかけてしまいます。
そうならないように、「焼き入れ・焼き戻し」という工程は、彫刻刀を製造するうえで欠かせない作業といえるでしょう。