
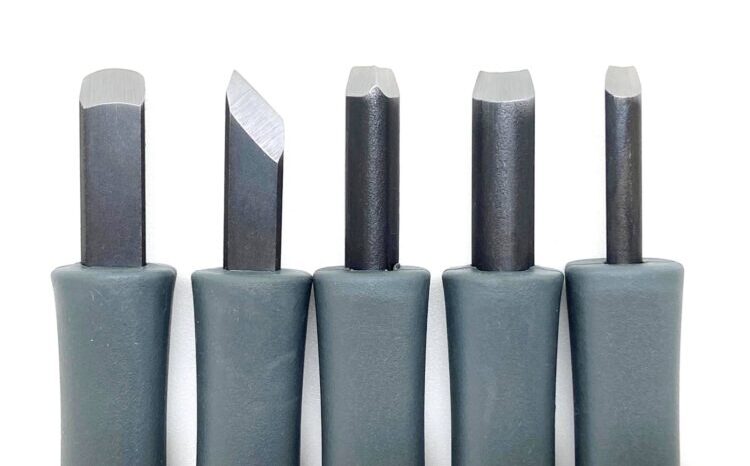
彫刻刀の製造工程をご紹介します。
材料の状態からどのように彫刻刀が作られるのか、順を追って説明します。
工程① 抜き
材料の鋼板から刃の形を抜き出す
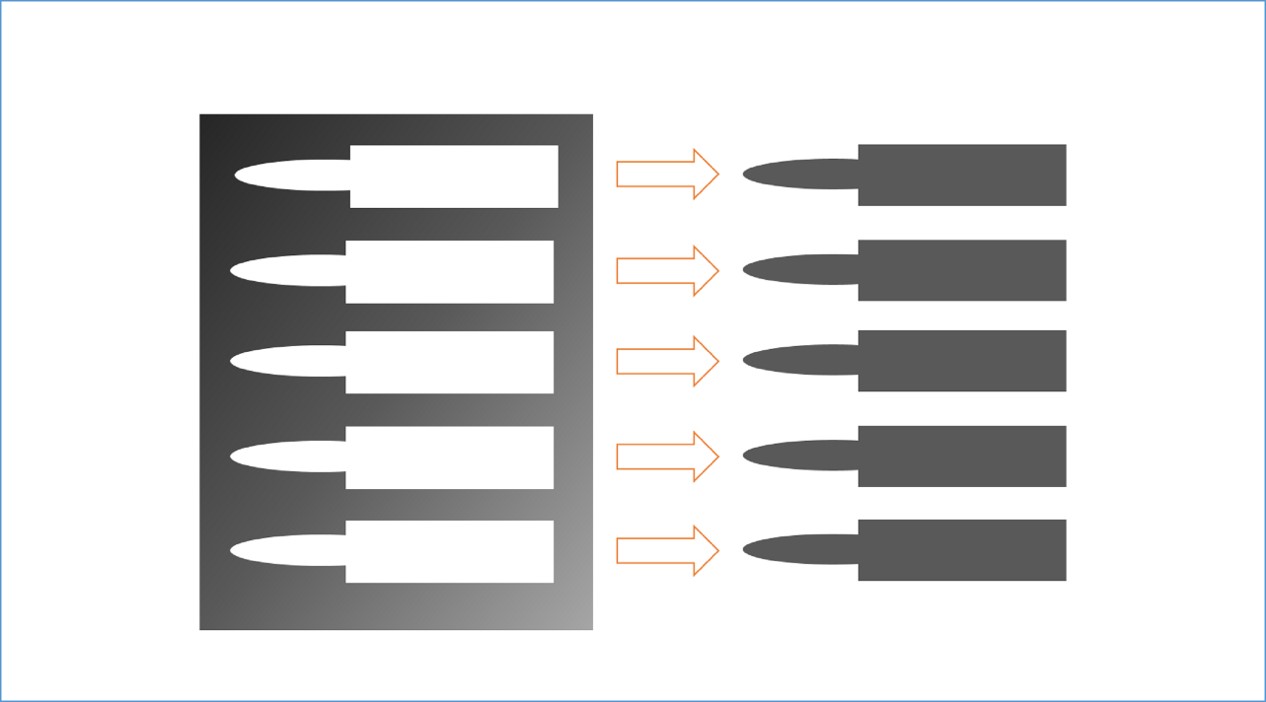
縦50㎝×横20㎝程の長方形の鋼板から、彫刻刀の刃型を抜き出します。
抜いた刃は検品後、約5000~10000本単位で次工程へ流れます。

当社では「抜き」は手作業で行っております。
熟練職人は一日1万本以上抜きます。
工程② 曲げ
プレス機で目的の刃形に曲げる
「抜き」工程ではまだ全ての材料は平らなままです。
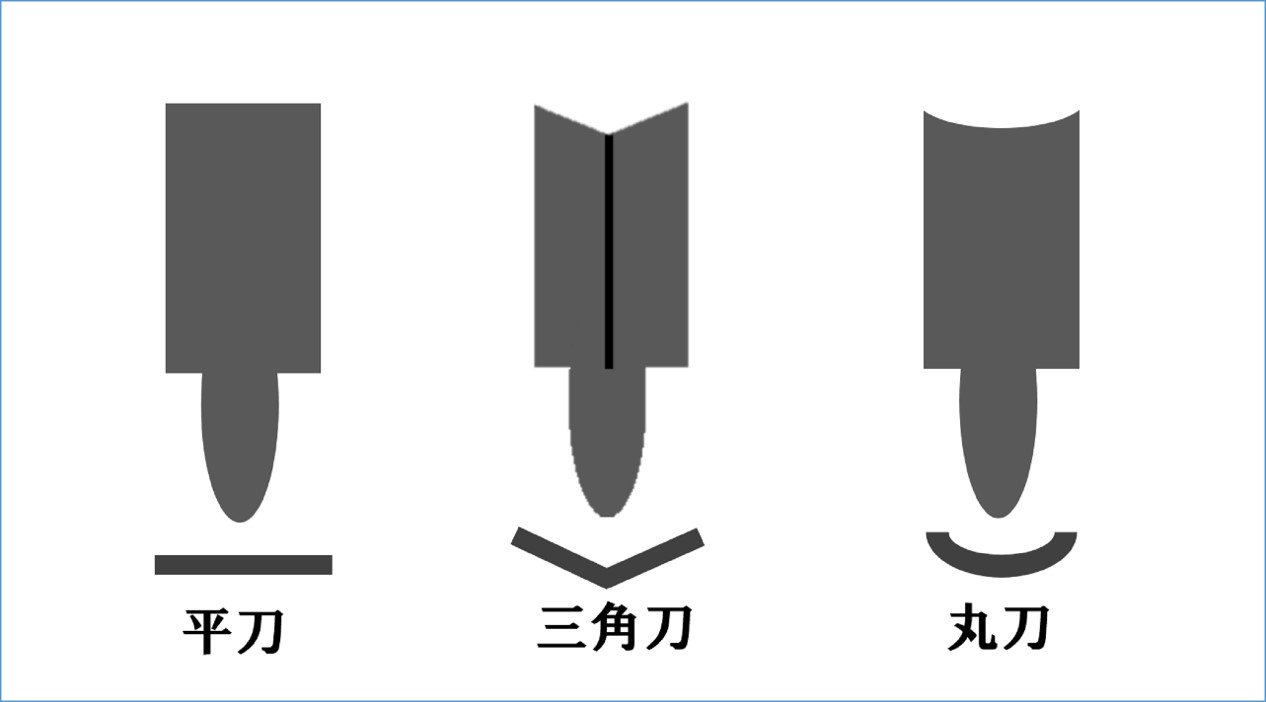
本工程にて、目的の刃の形状(三角刀であれば折り曲げ、丸刀であればアールを付ける等)になる様、自動プレス機または手動プレス機で曲げてゆきます。
積み上げられた材料をエアーで一枚抜き取り、「雌型(めがた)」の上に載せます。
その後上部より「雄型(おがた)」が降りてきて、目的の形に曲げます。
曲がった材料はエアーで滑り台を伝ってケースに送られます。

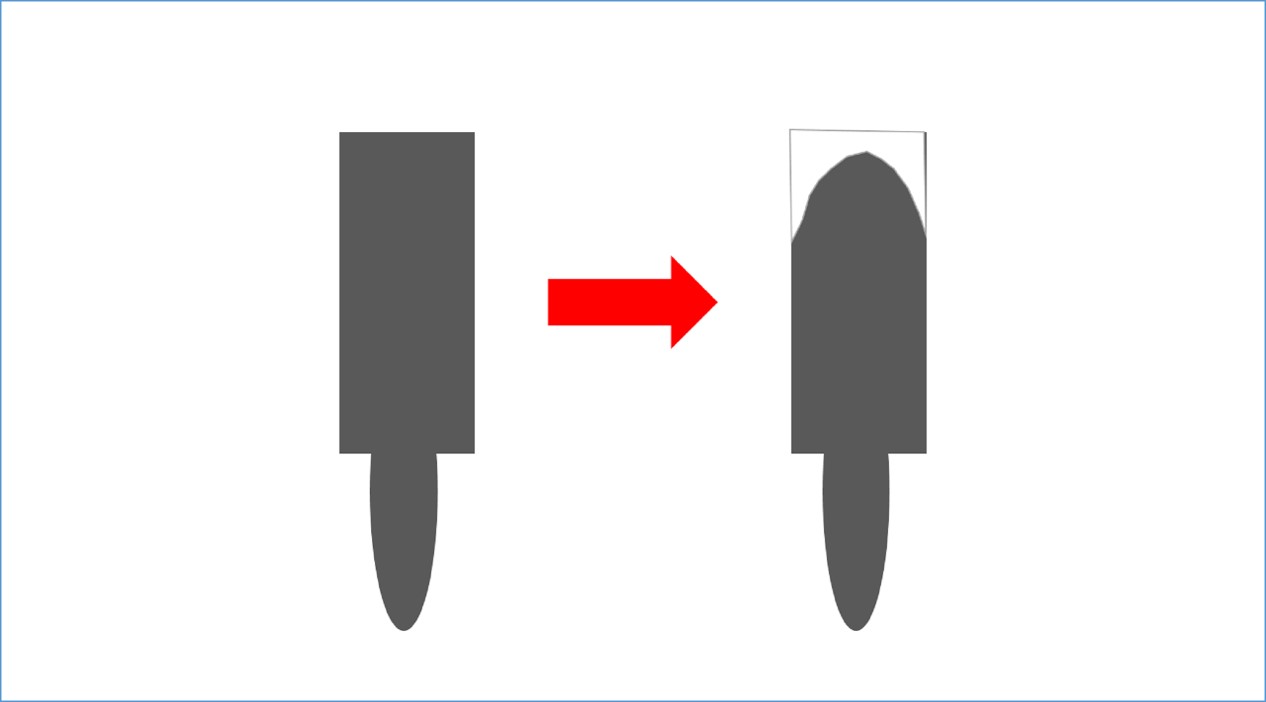
当社製品は平刀、切り出し刀の様な「平もの」も、「裏押し」加工のために刃裏にアールを付けます(ボトムアーク加工)。
現段階の材料はまだ柔らかく、プレス機で容易に曲がります。
全ての刃物に共通する点として、曲げる必要がある箇所は焼入れ前に曲げます。
焼入れ後に同様な加工を施そうとしても、鋼が硬化してしまい「バキン」という音をたてて折れてしまいます。
工程③ 焼き入れ・焼き戻し
熱処理工場で加熱処理し、硬度を高める
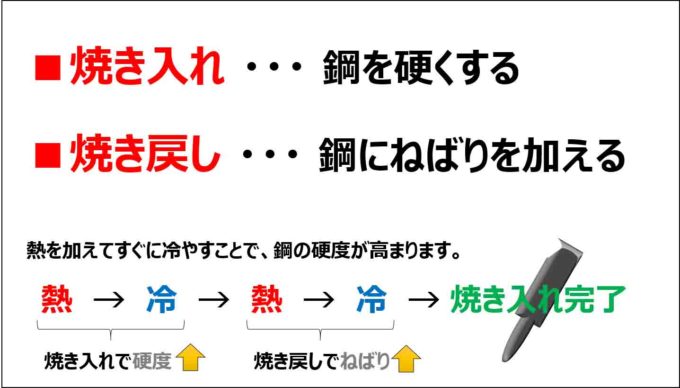
それぞれの刃種の形に曲げられた材料は、硬度を高めるために、委託先の熱処理加工業者へ送られ、「焼入れ・焼き戻し」加工が施されます。
最適な硬度で焼きを入れるためには、温度・時間を均一化することが大切です。
炉の温度は800℃以上に上がります。
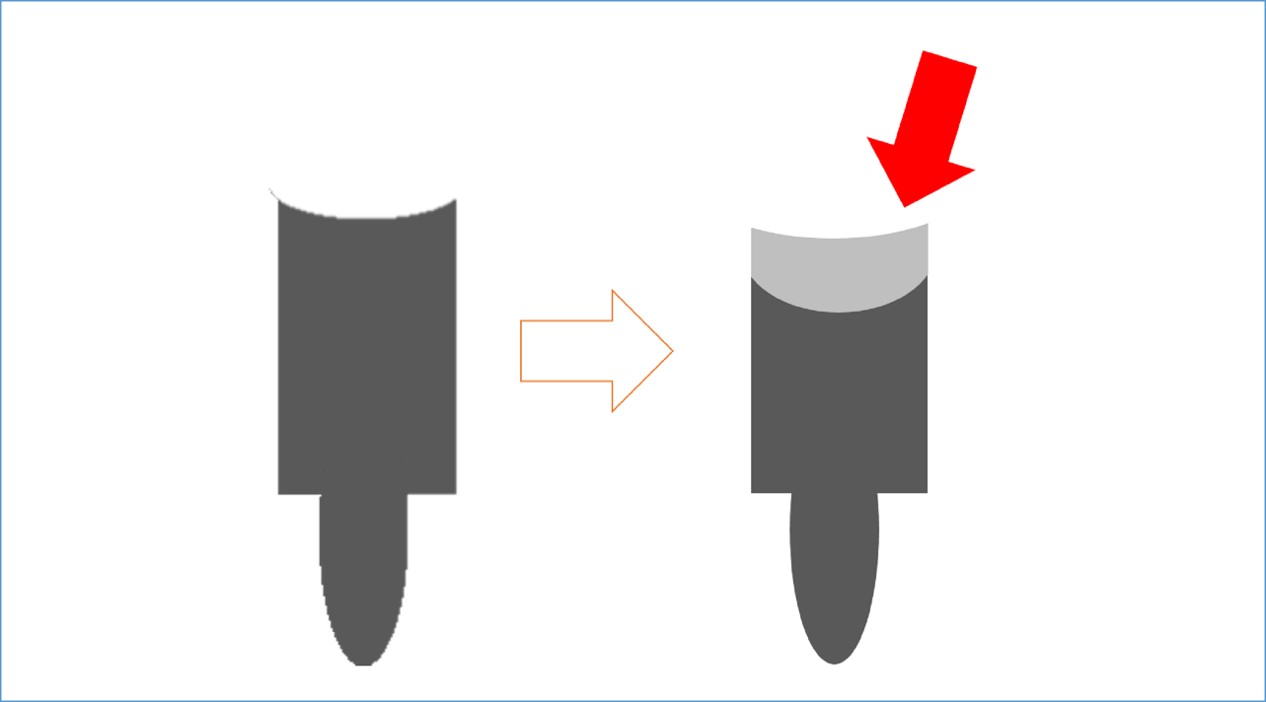
工程④ 裏押し
平物の刃種の裏面を削り、平らにする
焼入れが完了した材料は再び社内に戻り、平刀や切出し刀などのいわゆる「ひらもの」には刃裏に裏押し加工を施します。
バウムクーヘンの様な形の砥石を回転させ、一本ずつ刃の裏を削っていきます。

マルイチ彫刻刀は「裏押し」用の自動機がありますが、二層鋼の「よしはる」彫刻刀では職人が一本ずつ手作業で裏押しを行っています。
この工程では、刃角を鋭くして切味を高めるため、本体にゆるいカーブをもたせ丸みを帯びた裏押しの形が出来ております。
工程⑤ 刃付け
砥石によって粗刃を付ける
いよいよ刃が付けられます。
現在は機械を使って刃付け作業は行われます。
昔の刃付け作業は「手研ぎ」でした。
円形の砥石を回転させ、水で冷却しながら材料を砥石に押し付けていきます。

彫刻刀が砥石に当たった時、火花を散らしながら刃が付けられていきます。
このように刃が付けられた彫刻刀ですが、刃の裏側に「バリ」が付いておりまだ切ることができない状態です。
工程⑥ 仕上げ
バフ(羽布)で刃を磨き、切れ味を生み出す
刃が付けられた材料は、職人の手により一本一本丁寧に「バリ」が取られます。
「バフ」と呼ばれる布を高速回転させ、研磨剤を塗ります。
研磨剤を塗ったバフで彫刻刀の刃先を磨き、バリを取りながら仕上げていきます。

簡単そうに見えますが、材料を当てる角度、時間、強さが少しでも狂うと不要な部分まで磨いてしまうことや磨き残しが生じたり、それによって切れ味が落ちてしまうなど、非常に繊細な工程です。
機械ではできない職人のきめ細やかな手作業が最高の切れ味を生み出しているのです。
工程⑦ 柄付け
柄と刃を機械で組み付ける
完成した刃を、機械によって柄に打ち込みます。
当社製造の柄は「木柄」、「プラスチック柄」、「ラバー柄」等が有ります。
当工程にて、刃の検品も同時に行っています。
当工程の刃先検品の基準は非常に厳格なものとなっています。
打ち込みが完了した彫刻刀には、錆止めの油が塗られます。
こうして、一本の彫刻刀が完成しました。
工程⑧ 梱包
彫刻刀のセットを箱に詰める

彫刻刀の最終検品を行います。
もう一度、基準に基づき彫刻刀に不具合がないかを検品します。
単品の彫刻刀は、受注によりバラ、セットなどの形で梱包し、お客様の元へ出荷されます。
彫刻刀のことなら義春刃物におまかせ
義春刃物では、彫刻刀に関するさまざまな情報を公開しています。
ご興味がございましたら、ぜひ一度ご覧ください。